Valor y Desperdicio
Para introducirnos en el tema que nos ocupa vamos a mostrar la definición general que se puede hacer del Lean Manufacturing, y es la siguiente:
Un Sistema de Producción Lean (o ajustado) es aquel que puede producir productos y servicios mejores en Calidad, Coste, Plazo de Entrega y Lanzamientos, basándose fundamentalmente en la eliminación de los despilfarros o desperdicios.

Figura en la que se muestra la diferencia de aplicar un sistema Lean en una empresa.
Para seguir es necesario que realicemos las siguientes definiciones:
- Valor añadido: es una actividad que transforma o forma la materia prima o información para satisfacer las necesidades del Cliente. Es decir, que es aquello por lo que el Cliente está dispuesto a pagar.
- Despilfarro o Desperdicio: son las actividades que consumen tiempo, recursos y espacio, pero no contribuyen a satisfacer las necesidades del Cliente, es algo que añade coste al producto o servicio.
Como vemos, es importante manejar y tratar el despilfarro porque forma parte del coste en la ecuación necesaria para obtener el precio de un producto o servicio, y si nos centramos en su eliminación nos puede ayudar en la construcción de los beneficios, y sobre todo en la competitividad frente a otras empresas:
Precio = Coste + Beneficio
Siguiendo con esta ecuación, toda empresa tiene dos maneras de aumentar los beneficios, incrementar el Precio o reducir los Costes (ver figura siguiente).
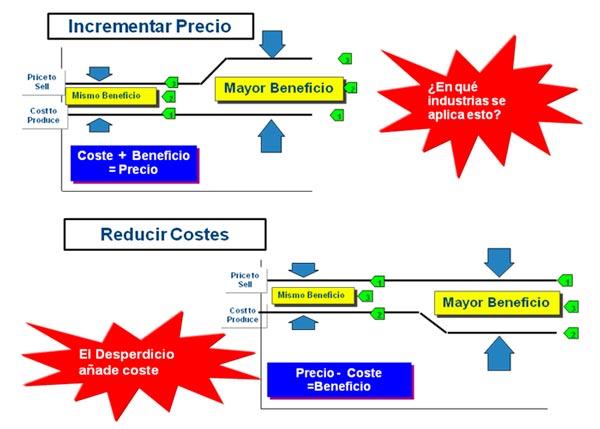
Figura en la que se muestran las dos opciones para incrementar el beneficio de una empresa.
Opción A Incrementar el Precio: en este caso la empresa mantiene los costes y para obtener más beneficios tienen que aumentar el precio. Pero este caso sólo lo pueden aplicar muy pocas empresas, y son las que tienen monopolios o productos dominantes en el mercado.
Opción B Reducir Costes: actualmente si una empresa quiere aumentar los beneficios o incluso simplemente tienen necesidad de sobrevivir, debido a la alta competencia que existe, sólo tienen la opción de atacar y reducir los costes en los que incurre en el suministro de sus productos o servicios.