
Cómo se calcula el OEE
Como se ha indicado anteriormente, el OEE establece la comparación entre el número de piezas que podrían haberse producido, si todo hubiera ido perfectamente, y las unidades buenas que realmente se han producido.
Para su cálculo intervienen tres factores o índices que determinan la productividad de la máquina o equipo: la Disponibilidad, el Rendimiento y la Calidad. El análisis de estos tres elementos empieza con el Tiempo Total de Operación de la Planta, que es el tiempo total que la planta permanece lista y preparada para la producción de los equipos.

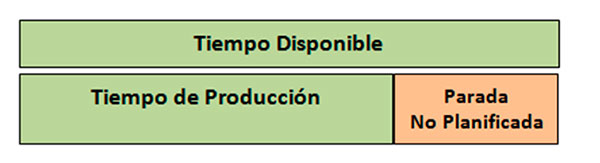
De este Tiempo Total de Operación se resta el Tiempo de Parada Planificada, que es la suma de todos los tiempos de parada planificados en los que no se tiene previsto fabricar (descansos, mantenimientos planificados, almuerzos, comidas, etc., en general son los periodos en los que no se tiene previsto producir). El tiempo que queda es el Tiempo Disponible.

El análisis del OEE empieza con este Tiempo Disponible y hace un barrido de todas las pérdidas de efectividad y productividad que se dan, y tiene como objetivo reducirlas y eliminarlas. Estas pérdidas están asociadas a los tres elementos de que se compone este indicador: pérdidas por paradas (Disponibilidad), pérdidas por velocidad (Rendimiento) y pérdidas por calidad (Calidad).
1.Disponibilidad
La Disponibilidad tiene en cuenta las pérdidas por paradas no planificadas. El tiempo total de producción viene afectado por las diversas paradas no planificadas (pérdidas por paradas), como las averías de máquinas, las esperas, arranques de máquinas, cambios de herramientas, faltas de materiales. El tiempo que queda es el Tiempo de Producción. Importante a tener en cuenta: muchos caen en el error de no incluir en los tiempos de paradas los cambios de herramientas o formatos, estos tiempos se deben incluir como paradas no planificadas ya que aunque no se pueden eliminar, si se pueden reducir y se deben realizar esfuerzos para que éstos sean mínimos. El 100% en este elemento significa que el proceso ha estado produciendo sin ninguna parada registrada. Se determina en porcentaje como el cociente entre el Tiempo de Producción y el Tiempo Disponible.
De aquí la fórmula de cálculo de la Disponibilidad es:

Ejemplo de Disponibilidad:
Datos: Duración del Turno: 8 horas = 480 min.
Descansos Almuerzo: 1 de 30 min. = 30 min.
Paradas: 50 minutos
De aquí:
Tiempo Disponible: 480 – 30 = 450 min.
Tiempo de Producción: 450 – 50 = 400 min.
Disponibilidad = 400/450 = 88,9%
2.Rendimiento
El Rendimiento tiene en cuenta las pérdidas por velocidad. Esta pérdida se ve afectada por todos los factores que hacen que se operar a velocidad inferior a la máxima, como pueden ser desgastes herramientas, materiales de baja calidad, ineficiencias del operario, atascos, etc. El Rendimiento se determina en porcentaje como el cociente entre la Producción Real y la Producción Teórica. El 100% en este elemento significa que la producción se ha realizado según el tiempo ciclo teórico, y éste debe ser el mayor de todos (diseño, programado, máximo alcanzado durante un periodo). Importante a tener en cuenta: este elemento nunca puede ser mayor del 100%.

La fórmula de cálculo del Rendimiento es:

Aquí el ciclo teórico está medido en piezas/unidad de tiempo (misma unidad tiempo que el T. Producción, si este son horas entonces el ciclo será piezas por horas)
Ejemplo de Rendimiento:
Datos: Duración del Turno: 8 horas = 480 min.
Descansos Almuerzo: 1 de 30 min. = 30 min.
Paradas: 50 minutos
Capacidad Ideal 60 piezas por minuto
Total de Piezas fabricadas 20000 piezas
De aquí:
Producción Teórica: 400 x 60 = 24000 piezas
Rendimiento = 20000/24000 = 83,3%
3.Calidad
La Calidad tiene en cuenta las pérdidas por calidad. Esta parte se ve afectada por las piezas fabricadas defectuosas que no alcanzan el estándar fijado. El 100% en este elemento significa que todas las piezas fabricadas han sido buenas sin ningún tipo de rechazo ni retrabajo. La Calidad se determina como el cociente entre las Piezas Buenas y las Piezas Fabricadas en la Producción Real.

La fórmula del cálculo de la Calidad es:

Ejemplo de Calidad:
Datos: Duración del Turno: 8 horas = 480 min.
Descansos Almuerzo: 1 de 30 min. = 30 min.
Paradas: 50 minutos
Capacidad Ideal 60 piezas por minuto
Total de Piezas fabricadas 20000 piezas
Piezas Rechazadas: 500
De aquí:
Piezas Buenas = 20000 – 500 = 19500 piezas
Calidad = 19500/20000 = 97,5%
—————————————————————————–
Ahora que se han analizado los elementos que componen el OEE vamos a revisar brevemente los aspectos principales.
| Pérdida en el OEE | Factor OEE |
Parada Planificada | No forma parte en el cálculo del OEE |
| Pérdidas por Paradas | La Disponibilidad es el cociente entre el Tiempo de Producción y el Tiempo Disponible en el que se puede producir. El Tiempo de Producción es el Tiempo Disponible menos el Tiempo de Paradas No Planificadas. El 100% en este elemento significa que el proceso ha estado produciendo sin ninguna parada registrada. Los cambios de herramientas y/o formatos se deben incluir como paros no planificados y por lo tanto son pérdidas que hay que reducir. |
| Pérdidas de Velocidad | El Rendimiento es el cociente entre la Producción Real y la Producción Teórica. La Producción Teórica es el Tiempo de Producción por el tiempo de ciclo. El 100% en este elemento significa que el proceso se ha realizado según el tiempo ciclo teórico ó ideal, y éste debe ser el mayor de todos (diseño, programado ó máximo alcanzado durante un periodo). Por lo anterior, el Rendimiento nunca puede ser mayor del 100%. |
| Pérdidas de Calidad | La Calidad es el cociente entre las Piezas Buenas fabricadas y el Total de Piezas Fabricadas. El 100% en este elemento significa que todas las piezas fabricadas han sido buenas sin ningún tipo de rechazo. Las piezas retrabajadas no se deben imputar para el cálculo de piezas buenas. |
Una vez hemos llegado a este punto, el OEE resulta de multiplicar los tres elementos analizados:

También podemos calcular el OEE si incluimos cada una de las fórmulas para cada elemento con lo que nos queda la fórmula final como:

El ciclo teórico debe estar expresado en piezas por unidad de tiempo
Ejemplo de OEE:
Datos: Duración del Turno: 8 horas = 480 min.
Descansos Almuerzo: 1 de 30 min. = 30 min.
Paradas: 50 minutos
Capacidad Ideal 60 piezas por minuto
Total de Piezas fabricadas 20000 piezas
Piezas Rechazadas: 500
De aquí: Disponibilidad = 400 / 450 = 88,9%
Rendimiento = 20000 / 24000 = 83,3%
Calidad = 19500 / 20000 = 97,5%
Finalmente:
OEE = 0,889 x 0,833 x 0,975 = 72,2%
En la imagen siguiente se describe todo lo analizado en los elementos que forman parte del OEE:

Figura: Los distintos elementos involucrados en el cálculo del OEE.
Consideraciones a tener en cuenta en el OEE
- Mejorar el OEE no es el único objetivo: hay que revisar la mejora de los tres elementos que lo componen ya que podemos estar mejorando un elemento a expensas de otro que también es importante. Por ejemplo, si un turno está operando con un OEE del 85,1% y otro del 85,7 ¿cuál diría usted que está operando mejor, el primero o el segundo? Si profundizamos y revisamos los datos,
Elemento OEE | Turno1 | Turno2 |
Disponibilidad | 90 | 95 |
Rendimiento | 95 | 95 |
Calidad | 99,5 | 95 |
OEE | 85,1 | 85,7 |
encontramos que en principio parece que el segundo turno está operando mejor porque su OEE es mayor, pero si analizamos los componentes vemos que la calidad del turno2 es menor. Pocas empresas sacrificarían la calidad del producto a expensas de aumentar la disponibilidad. Por lo tanto mucho cuidado con la interpretación final del OEE.
- Periodo de tiempo para el cálculo del OEE: se puede elegir el que se quiera, pero lo normal es coger el ritmo de trabajo de la planta, que puede ser por turnos ó el cálculo diario.
- Es imposible tener procesos con el OEE mayor que 100%: si esto ocurre significa que en algún paso no se han ajusta correctamente los parámetros. Normalmente ocurre en el cálculo del Rendimiento, ya que muchas veces el ciclo de producción es más rápido que el teórico, lo cual indica que el ciclo óptimo no ha sido bien estimado.
- Es posible cambiar estándares como el tiempo ciclo teórico: este tiempo no se coloca una vez y vale para siempre, tiene que ser dinámico en función de la evolución del equipo y de la mejora de los procesos.
- Cálculo para la planta entera: normalmente el OEE se calcula para un equipo, pero es habitual calcularlo para un grupo de máquinas o para el conjunto de la planta. Se puede realizar de dos maneras, o bien realizando un promedio o de manera ponderada respecto a algún factor clave, como puede ser el tiempo en funcionamiento de cada equipo o la importancia relativa de su valor agregado.

- Se pueden comparar OEE de empresas del mismo sector: para saber si una empresa está bien o mal respecto a otras, la comparación se debe hacer siempre para empresas del mismo sector, con similares productos y equipos. De no hacerlo de esta manera se podría creer que se está muy bien o muy mal cuando en realidad no es cierto.
- El Mantenimiento Preventivo no se debe incluir para el cálculo: este mantenimiento es y debe ser una parada planificada, por lo tanto, no imputa como tiempo de parada no planificada y no afecta a la Disponibilidad.
- Las piezas reprocesadas o retrabajadas son piezas malas para el cálculo: estas piezas son un proceso diferente al del cálculo del OEE, ya que para éste las piezas buenas son las que han sido conformes a la primera, y el ciclo de reprocesado es muy distinto al de la fabricación primera.
- Parada operario durante el almuerzo: para el OEE lo que se tiene en cuenta es la parada del equipo no del operario, por lo tanto si en este tiempo el equipo continua en marcha es Tiempo planificado de producción aunque pare el operario.





Una planta que, por ejemplo, tenga un OEE global de 93 % en un año, podrá absorber un incremento del nivel de producción para el año siguiente? La pregunta surge por cuanto pareciera que no hay mucha holgura para cubrir el objetivo. Se hará necesario aumentar la capacidad y/o incrementar turnos de trabajo?
Hola Oscar, con ese OEE que sería muy bueno, significa que estás al límite de la utilización de la capacidad planificada, por lo tanto, como dices tú, sería necesario estudiar la manera de aumentar la capacidad con turnos y/o máquinas. Hay otro indicador que es el TEEP, que me indica la eficacia global respecto a todo el tiempo disponible (7 dias por 24 horas al dia), que te diría si hay que comprar maquinaria y/o ampliar instalaciones. Porque puedes tener un OEE del 95% y un TEEP del 30%, lo que indica que tienes una muy buena utilización del tiempo planificado de producción, pero vas sobrado de capacidad productiva total.
No entiendo lo de la moderación, es un comentario muy técnico.
Oscar, creo que era una configuración inicial y así se ha quedado. Perdona por las molestias.
Información para implementar el indicador.
¿Qué información necesitas para su implementación? ¿Hay alguna parte de la descripción del indicador que no haya explicado bien o que haya quedado confusa?
En maquinaria automatizada se puede aplicar esta herramienta? o que herramienta es la correcta para este tipo de maquinaria.
Hola Wilson, esta herramienta se puede aplicar a cualquier tipo de maquinaria, incluida la automatizada, ya que debes de poder conocer los bien que está funcionando en cuando disponibilidad (paros), velocidad y calidad de los productos que salen de ella.
Saludos
Francisco